La metodología de producción Justo a Tiempo (JAT) es una alternativa probada y con muchos éxitos. JAT es responsable del éxito de las empresas Japonesas respecto a las occidentales, entre las cuales destaca la empresa Toyota creadora del JAT.
JAT tiene como corazón de su filosofía la eliminación de todo lo que signifique desperdicio en el proceso productivo, es decir de cualquier proceso o actividad que no le añada valor al producto.
Figura 1 Pilares de la filosofía del JAT.
JAT tiene 4 objetivos esenciales:
- Poner en evidencia los problemas fundamentales.
- Eliminar desperdicios (despilfarros).
- Buscar la simplicidad.
- Diseñar sistemas para identificar problemas.
Flujo.
Debido a que la manera más probada de producir con eficacia es la secuencial, los principios de la línea de ensamble deben de aplicarse a todos los procesos de producción y operaciones. (Incluyendo los procesos de adquisición y distribución).
- Producir “la cantidad mínima posible”; es decir tender a producir unidad por unidad (Línea de ensamble).
- Producir “en el último momento posible”; es decir que:
- La operación i esta completa justo cuando la operación i+1 necesita su salida.
- Si la operación i+1 deja de requerir una salida de i entonces esta debe dejar de producirla. Por lo tanto los proveedores y clientes principales son partícipes directos del proceso de la empresa.

Figura 2 Línea de ensamble
Por lo general se tiende a ocultar los problemas que surgen al no tener los procesos perfectamente sincronizados. Esta situación se asemeja a tener un lago que cubre con su nivel de agua unas rocas apiladas en el fondo del lago; lo que se debe hacer es tratar de bajar el agua del lago (Eliminar actividades que sólo encubren problemas y no les dan solución) para poder visualizar las rocas y poder quitarlas (Resolver los problemas que se presentan en el proceso productivo).
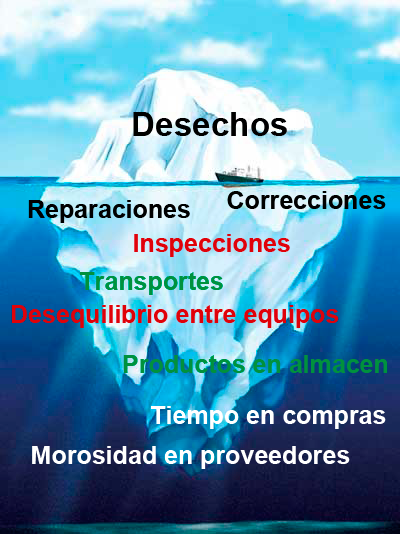
Figura 3 Barco frente a un Iceberg representa la empresa frente a sus problemas: Debajo de los desechos se esconden los verdaderos problemas. Si reducimos estos entonces reducimos los desechos.
Carga fabril uniforme.
JAT busca que la empresa diseñe una línea de producción (línea de ensamble) tan flexible que pueda producir exactamente la cantidad necesaria, aumentando o disminuyendo operarios de modo que el costo laboral por producto siga constante, aunque la demanda varíe.
Por lo tanto debe existir flexibilidad en la fuerza laboral; es decir traslado y rotación de personal a medida que se cambie la demanda de un producto u otro, ya sea pasándolos de un cargo a otro o modificando el contenido de un mismo cargo.
Se deben establecer claramente los siguientes aspectos:
Tiempo de ciclo: El ritmo de producción siempre en función de la demanda (muchas veces medido por el índice de ventas.)
Carga nivelada: Tiene que ver con la producción de artículos a la frecuencia correcta. Los artículos se producen a la medida que el cliente los pida.
Análisis YOYO: Es una manera de medir las necesidades que existen en distintos niveles del proceso considerando la variabilidad de la demanda.
Se debe de:
- Tomar una demanda que cubre determinado lapso de tiempo (1 mes por ejemplo.)
- Hacer el mejor análisis posible de esa demanda.
- Dividir por el número de días hábiles de ese periodo.
- Determinar cual es la demanda promedio para cada día.
Nivelación de la carga.
Se trata de lograr la producción de artículos a la frecuencia correcta (carga nivelada) es decir los artículos deben de producirse a la frecuencia que el cliente los pida. Por lo tanto “Un artículo que se vende todos los días debe de fabricarse todos los días”; para muchas empresas esto significa pasar de producir cada mes la cantidad necesaria para el mes siguiente a producir cada día la cantidad necesaria para un día. En el caso de las empresas de manufactura esto se logra a través de reducir el tiempo de alistamiento de máquinas para luego reinvertir el tiempo ahorrado en alistamientos mas frecuentes.
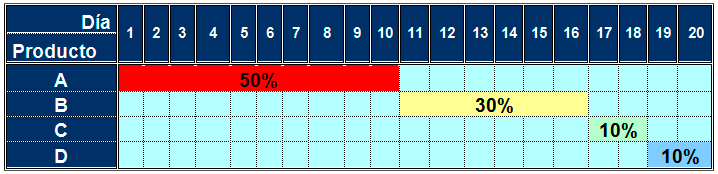
Figura 4. Producir la cantidad necesaria para un mes (Proceso habitual)
 Figura 5. Reduciendo el tiempo de alistamiento a la quinta parte (80%) Podemos producir cada 4 días lotes
Figura 5. Reduciendo el tiempo de alistamiento a la quinta parte (80%) Podemos producir cada 4 días lotes
Si se reduce el tiempo de alistamiento a la quinta parte (80%). Note que hay días en el que se producen las unidades B, C, D.
En el caso de la producción de Software, el tiempo de alistamiento de máquinas casi nunca es un problema grave de sortear, pues se trata básicamente de conseguir equipos de computación, instalar y configurar el Software adecuado para el desarrollo. Sin embargo el tiempo de alistamiento de personal para el desarrollo suele ser un mayor escollo y hay que analizar con el personal la mejor manera de reducir este tiempo de alistamiento.
Operaciones coincidentes.
En la producción JAT es necesario que las instalaciones se organicen físicamente por productos y no así por funciones. Las maquinarias se deben dedicar total o parcialmente a una familia de productos y se debe disponer en el orden en el que van a cumplirse las operaciones para esta familia de productos.
Cada celda de trabajo JAT cuenta con las siguientes características:
- El producto va fluyendo uno cada vez de una máquina a otra (no en lotes.)
- Cada celda de maquinaria tiene la flexibilidad para operar a distintos ritmos de producción y con cuadrillas de diferentes tamaños.
Una vez establecida la celda de trabajo JAT se deben responder las siguientes preguntas:
- ¿Qué necesitamos que la celda de trabajo entregue durante este periodo de producción?
- ¿Cuántos operarios se necesitan en esta celda a fin de obtener exactamente el producto requerido?
JAT busca la dedicación exclusiva de maquinaria a una celda de trabajo, pero esto podría derivar en la compra de máquinas adicionales para hacer otros trabajos, por lo cual también se puede dar el caso de darle a una máquina dedicación parcial a una celda de trabajo, programando el uso de la máquina en un horario para cada celda de trabajo.
También se pueden crear celdas de trabajo temporales, que se forman para cumplir requerimientos específicos y se deshacen cuando se hayan cumplido estos.
Tiempo mínimo de alistamiento de máquinas.
Tiempo de alistamiento es el tiempo que se emplea en preparar las maquinas para pasar de un producto de calidad a otro producto de calidad. Aunque esta sección esta enfocada para empresas de manufactura principalmente también se puede aplicar con algo de sentido común al mejoramiento no sólo de alistamiento de máquinas sino de cualquier proceso.
¿Qué se esta haciendo?
- Simplificar los alistamientos, no así evitarlos.
- Medir los tiempos de alistamiento, concentrándose en el tiempo muerto de la máquina y luego en el costo.
- El reloj comienza a marcar cuando sale de la máquina la última pieza buena y sigue marcando hasta que esa máquina funcione de nuevo produciendo otras piezas buenas.
¿Por qué se esta haciendo?
El tiempo de alistamiento no se reduce con el fin de reducir personal.
El tiempo de alistamiento no se reduce con el fin de producir más.
Se reduce el tiempo de alistamiento para reinvertir el tiempo ahorrado en alistamientos más frecuentes a fin de poder reducir el tamaño de los lotes de productos producidos.
¿Quién lo está haciendo?
- La agilización de alistamiento no es un proyecto de ingeniería, es un proyecto en el cual participan los empleados trabajando en equipo.
- Para agilizar el alistamiento de máquinas se deben seguir los siguientes pasos.
- La administración debe aceptar y entender lo que se desea hacer.
- Se elige un alistamiento: máquina o cambio que es necesario mejorar.
- Elegir miembros del grupo y su jefe.
- Capacitación del grupo.
- Se documenta en video la manera actual de alistar la máquina.
- El grupo analiza la cinta a detalle.
- Se ponen en práctica las ideas para realizar el cambio.
Usualmente los grupos de alistadores se componen por 2 o 4 personas, las cuales están familiarizadas y en contacto con el funcionamiento de la máquina, una de las cuales debe ser un representante del personal técnico o de ingeniería.
Análisis del alistamiento.
En el análisis del video el grupo debe buscar cuatro tipos de actividades:
Interna – Externa.
Trabajo interno.- Solamente puede cumplirse con la máquina detenida.
Trabajo externo.- Se realiza cunado la máquina está ociosa, aunque no hay motivos técnicos para detenerla.
Meta 1: Toda actividad que se pueda realizar con la máquina andando y produciendo se hará mientras la máquina esté andando: Encontraremos la manera.
Meta 2: convertir parte de las actividades internas en externas.
Ajustes.
Meta 3: Eliminar los ajustes de cualquier tipo.
Sujeción
Si el video nos dice que estamos gastando demasiado tiempo sujetando y soltando debemos buscar alternativas.
Meta 4: Encontrar un método que exija un solo movimiento, o la cantidad mínima posible.
Problemas
Fieles a la filosofía JAT; no basta con buscar maneras de facilitar el alistamiento, además debemos buscar en primer lugar manera de impedir que el problema ocurra.
Meta 5: Solucionar problemas, preguntarse ¿por que? Es decir ahondar en el problema de tal manera de dar solución a las causas.
Sistema de Halar.
En un sistema de halar cada operación va halando el producto necesario de la operación anterior, solamente a medida que lo necesite.

Figura 6 Sistema que produce en función de la demanda. (Dn=Demanda n, Pn=Proceso n)
El ejemplo más didáctico de este sistema se encuentra precisamente en su origen; la manera de operación de un supermercado en el que los productos se levantan por los clientes en cantidades pequeñas y a medida que se requieren, mientras los empleados del supermercado van remplazando los productos a medida que los clientes los compran (En un supermercado nunca faltan productos).
JAT busca que el cliente vaya halando el sistema productivo al comunicarle al negocio una demanda específica.
Señales KANBAN
En la aplicación de JAT no debe olvidarse la tendencia de producir unidad por unidad; sin embargo en muchas ocasiones no se pueden resolver todos los problemas que impiden que un producto fluya uno cada vez de operación en operación, inevitablemente se debe producir en lotes (lo más pequeños posibles) es ahí cuando surgen las señales KANBAM que son simples tarjetas de autorización para que un proceso cliente sea surtita de un lote de artículos necesarios de un proceso proveedor.
Existen dos tipos de señales KANBAN:
Tipo 1: Autorización para que se acuda al supermercado de materiales.
Tipo 2: Autorización de producción. (Retrocede a la operación proveedora.)
Ojo que en un JAT perfecto no hay señales KANBAN; las operaciones se cumplen en una celda de trabajo por lo que cada componente pasa uno cada vez hasta estar terminado.
Compras JAT.
Debido a la alta incidencia de los proveedores en nuestros costos, calidad de materiales y tiempos necesarios para atender la demanda JAT exige calidad en fuente de cualquier material o servicio.
Se busca la eliminación de los siguientes desperdicios:
- Órdenes de compra (Emisión, revisiones.)
- Remisiones.
- Manipulación y almacenamiento de recibos y facturas en grandes cantidades.
- Costo y tiempo empleado en transportes.
- Recuentos.
- Inspecciones.
A través de la práctica de relaciones que cumplan las siguientes características:
- Largo plazo.- Debido al trabajo conjunto que se debe realizar con los proveedores en la resolución de problemas en la calidad de los productos.
- Mutuo beneficio.- Indispensable para lograr relaciones duraderas.
- Menos proveedores.- Menor costo y esfuerzo empleado en el mejoramiento de los productos o servicios adquiridos.
- Mejores proveedores.- Indispensable para la calidad de nuestros productos.
Personal de la empresa.
La intervención de los empleados es imprescindible para que el JAT funcione y cumpla sus objetivos.
En la cultura japonesa la intervención de los empleados es algo que se da por sentado, algo en lo cual los gerentes de producción japoneses ni siquiera tienen que pensar al trabajar con el JAT. En el Occidente, en cambio, se hace necesario crear en la empresa una cultura de intervención de los empleados, del trabajo en equipo.
La participación de los empleados como parte de la filosofía JAT va de la mano con la cultura de los sistemas controlados por el mercado. En el sistema JAT esto se logra a través del trabajo en equipo y de delegar autoridad en los empleados. Se da más responsabilidad a cada uno de los empleados en el proceso de producción. Un ejemplo típico es la responsabilidad de la calidad. En su expresión máxima cada empleado puede parar toda la línea de producción, si la calidad no es satisfactoria. Esto se conoce como jidoka en la terminología japonesa.
Calidad.
JAT se basa principalmente en dos expresiones que resumen sus objetivos:
- El hábito de ir mejorando.
- Eliminación de prácticas desperdiciadoras.
JAT busca que continuamente busquemos hacer las cosas mejor, hecho por el cual la organización no se puede dar el lujo de ser cómoda y conformista. Algunas veces solamente realizamos prácticas de eliminación o reducción de costos, y no así la eliminación de prácticas que producen desperdicio, esto es, prácticas que no suponen ningún beneficio para la empresa (aunque a primera vista si lo parezca).
La producción JAT requiere que toda la organización se maneje con calidad en todo aspecto.
Todos deben “hacer bien las cosas a la primera”, es decir borrar el esquema clásico de prueba y error.
Mejoramiento contínuo.
Es parte integral de la filosofía JAT y se trata de que la empresa (el personal integro) tenga hábito al mejoramiento contínuo:
“Fijarse el objetivo de recorrer la mitad del camino a la perfección y tan pronto como se lo alcance fijarse un nuevo objetivo que será llegar a la mitad de lo que resta.”
Esta frase marca una paradoja; si una persona camina hacia un muro y cada paso que da equivale a la mitad del paso anterior, entonces nunca llegará al muro.
Quizá nunca se logre el objetivo, pero he de seguir intentándolo y pensando en como mejorar mis procesos.
El mejoramiento contínuo no se puede concebir en el JAT sin la participación de todo el personal en la solución de los problemas (Aprovechamos todos los recursos.)
Categoría:
- Inicie sesión para comentar